电脑绣花机钩线不在原位或剪线不在原位:如何用金属片接近接近开关检测钩线(剪线)到位来连续修复电脑绣花机的剪线?电脑绣花机自动切线不干净怎么设置?电脑绣花机的剪线钩勾不到线怎么办?原因及处理方法如下:1。剪线电磁铁强度不足,可能是电磁铁性能不好,换电磁铁;也有可能是驱动电压太低,看70V的电压是否达标。
下午绣花机剪线后,线总是断线。这个时候,不容易固定的部分,一定要按照正规的流程,熟练地固定在指定的部位,这样使用起来会更方便,避免出现上述情况。电脑绣花机剪线后,总是掉哪个头不固定。首先你要明白连接松动的原因是什么。找到解决问题的方法。出现这种情况是因为切线时面线被切短,进针后面线从针孔出来。

看梭叉有无杂物或错位,这也与梭床间距和钩线刀有关。面线太短,导致剪线后面线飞脱。调整缝纫叉的位置,降低其高度(到梭壳的螺丝状平行面,保证缝纫叉能顺利前后拉伸。不光滑的话会缠绕堆底线)。调整剪线位置最正宗的方法是打开针板盖,松开剪刀螺丝(3个内六角开口螺丝)。打开活动刀,将底线拉到活动刀上,然后慢慢向左移动。当底线被切断时,固定螺丝。
电脑花样机的一般问题可能在于以下几个方面:上线和下线没有分好,导致动刀没有钩住上线,上线不顺滑,切线时间不对。具体总结如下:1 .剪线时间不对。匹配时间早,缝线会从机针出来,可能导致切线不良;配合时间晚了,针与拉线器碰撞,导致切线不良。2.动刀分割线分的不好。3.移动切刀的刀刃磨损。4.线上线下都不顺畅。5.电脑花样机的针和梭子的配合时间不对。
6.定刀和压线片的位置不对。压线片初始位置不对时,会造成底线收不良;当定刀初始位置不对时,会造成切线不良。7.离线弹簧的动作范围太小。八个。当动刀位置不准确,动刀刀口与定刀刀口距离过大时,就会出现线切割不良。解决方法:1。调整修整时间。2.调整切线电磁铁的位置,并结合切线凸轮进行调整。
我们机器自动剪线,今天突然剪线很厉害。下线很紧,线拉不动,有时候钩线也拉不到原来的位置。你的机器是电磁铁还是马达?回答内容限100字。我给你发了条信息。请参考百度自己的资料。电磁铁不工作,或者主板不对或者坏了,剪线器坏了。很有可能是绣花版的切边被关了。楼上可能电磁铁托盘太低了,抬高一点。
用弯曲的针切换到新针。针号和缝线不符。使用适合缝合的针。针头安装不正确。指针的最低点太高或太低。整针和钩尖的关系太大。整针和钩尖的关系不同步。调整针和钩尖之间的关系。用细油石磨尖钩尖。失败:1。检查方法与同一线程的故障排除方法一致。
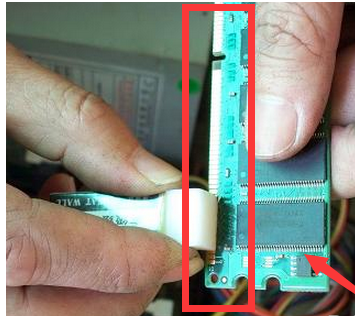
M2,M3,M4 .修理和更换损坏的设备。2.集中钩法检查E733板,钩电机无动作。更换E733电源板。电脑绣花机勾线或剪线故障:用金属片接近检测勾线(剪线)的接近开关,观察主控板上的GXJC灯或JXJC灯是否亮。如果不是,检查接近开关的连接是否正确。如果接线没有问题,则是接近开关的故障。更换近接开关。

手指李健,有一个修剪长度。关小一点,自己多试试。手指健康有一个勾角。调大点自己试试。还没有,只是剪线时间用完了,需要一些专业技能才能完成。有问题可以再问我,希望能帮到你。这是由于你的电脑绣花机设置不正确。电脑绣花机虽然好用,但是操作不当容易引发一系列问题。你说的螺纹切削不干净就是这些问题最典型的例子之一。

检查机器的线道,挑线弹簧和旋钮不能拧得太紧。调节扣叉的高度,抬高一点面线就长一点。调整参数,即开启角度。闭合角越大,上表面线越长。检查切割深度,切割越浅,底线越短。检查扣叉是否紧固过紧。PS:以上是容易导致电脑绣花机自动切线不干净的几个常见原因。如果仔细调查上述情况后问题仍然没有得到解决,很可能是电脑绣花机的某个部件出了问题。这时候最好请专业人士检查维修。

电脑绣花机剪线钩抓不住线的原因及解决方法如下:1 .剪线电磁铁强度不足,可能是电磁铁性能不好,更换电磁铁;也有可能是驱动电压太低,看70V的电压是否达标。2.线切割电磁铁的挂钩滑动阻力太大,需要调整滑道,可能是挂钩变形或传动件损坏。视情况更换零件或校准零件。3.剪线钩安装位置有问题。调整一下就好。
8、电脑绣花面线剪不断怎么修?螺纹无法连续切削的原因可能有两个:一是检查切削深度,因为切削太浅,无法切削螺纹;第二,改变参数,检查分型角是否在310° ~ 315°之间。电脑花样机的异常剪线一般表现为顶线短剪线、底线短剪线或连续剪线,剪线面短。如果是个人头,调整针杆后面的钩线,如果都是连续切割,调整钩线参数。如果是不规则的螺纹切削故障,可能是电气故障,建议检查扣线电磁铁,打开针板观察剪线动作。
